


����²��ϵ����ã������ϲ�Ʒ�Ŀ�������ģͷ�����������µļ�����ս����ͳ��ģ�ڹ�������ģͷ�ṹ���������ض����ϵ�����������˱�����Ƴ��ṹ�������ĸ�Ч������ģ�ڹ���ģͷ��
���ֲ��Ϲ����²�ﵽ60—100�档
���ϼ����ȡ����ʲ���
A��B�㸴�ϱ�����ԭ����40%��60%������10%��90%������5%��95%��
���Ա����ֿ��Ǹ������ϵ����ԣ� ������ϸ��ģ�����㣬��Ƴ����͵�ģͷ�ṹ�����������������������������ģͷ��
һ�����ϲ������ݷ�����AB�������90�棩
���ȶ����ָ��ϵ����Ͻ�������������������ĵ�ëϸ���Ǽ���������ϣ��õ��������ߡ��������ݣ����ʹ�õ�ëϸ��ֱ��1.0mm������16mm��A�ϼ��90��100��110�������¶ȣ�B�ϼ��185��190��195�������¶ȡ�����ͼ��
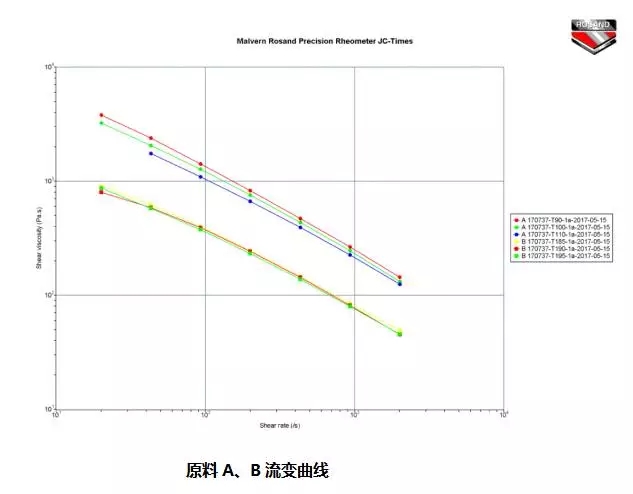
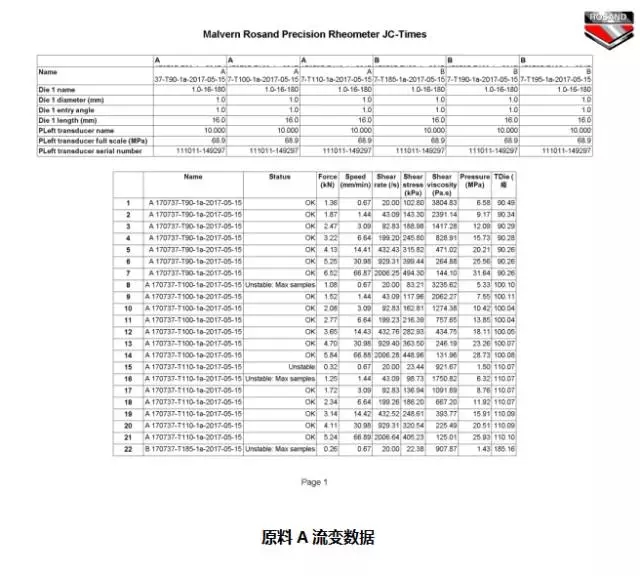
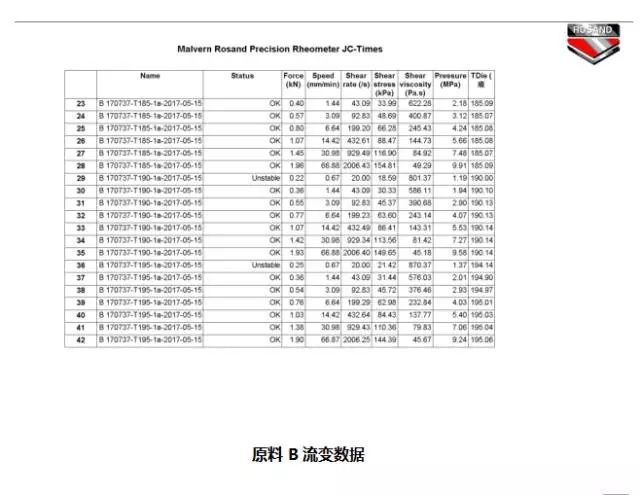
�Ӽ������ݲ��ѿ����������ϵ����������¶�����90�ȣ�A��100�����ң�B��190�����ң�����ճ������ͼ�Ͽ���ճ��Ҳ����һ���IJ��죬��������������ģ��ģ�������õ���֤��
����ģ����������������²�̫�����������˺���
Ȼ�����Ǹ�������������ճ����Ϣ�����������ƾ�����Ƴ�����������Ʒ���������DIE-FLOWģ��������������ģ��������������£�
����������A�ϣ��趨�¶�100�棬����30kg/Сʱ
☟ ☟ ☟
����������B�ϣ��趨�¶�190�棬����170kg/Сʱ
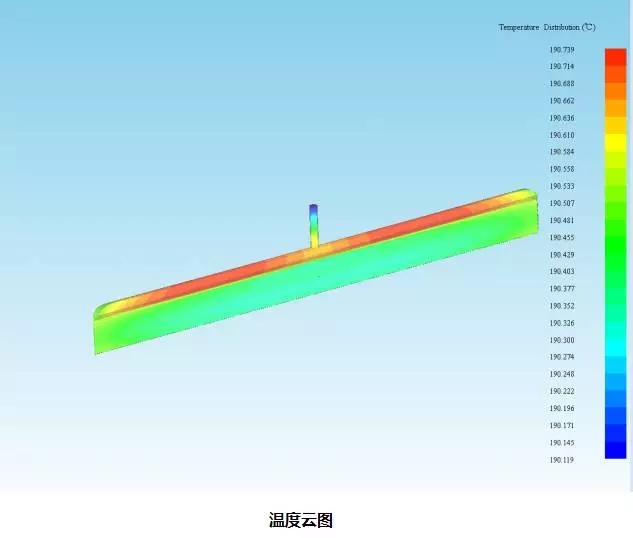
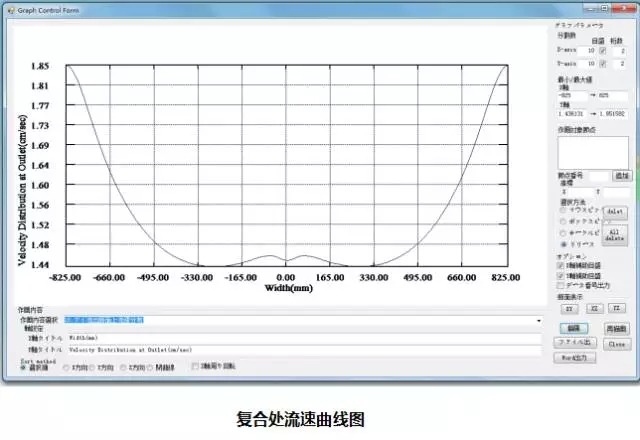
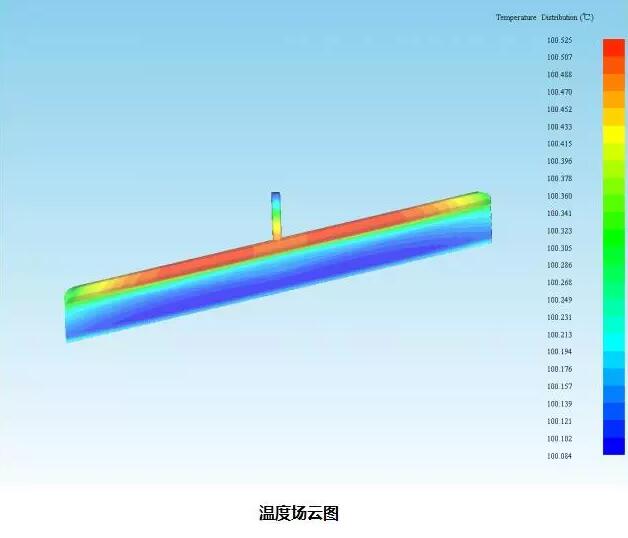
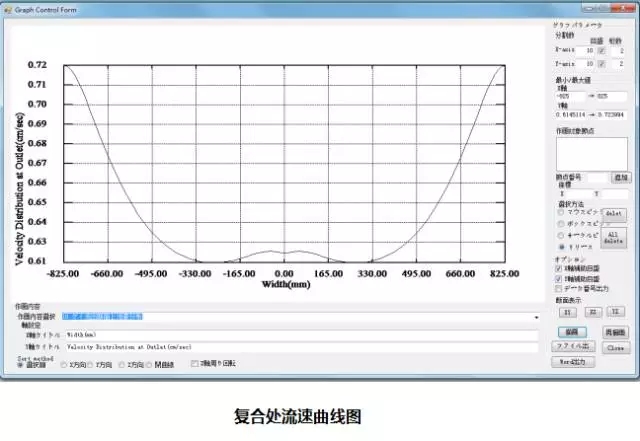
��ģ�����������ͼ���������������ں�������������Լ��ȶ����¶ȳ��������ǿ��Եõ�����ȶ��ĸ���Ч���ġ�
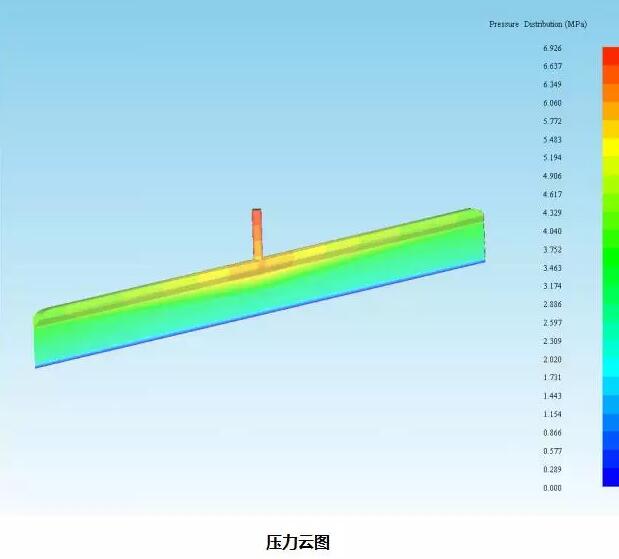
�������������ϴ��ںܴ�������¶Ȳ��죬�����ģ�ڹ���ģͷ��ṹ��ƴ���ȱ�ݣ���ʵ�ָ��²����Ч���ȣ����²���¶�ʧ�أ����õ������100��������¶���ģͷ���¶�������150�棬�ǽ�����ʲô����״̬�أ����ǽ�ģ���A����¶��趨Ϊ150�濴�䷢���ı仯��
☟ ☟ ☟
����������A�ϣ��趨�¶�150�棬����30kg/Сʱ
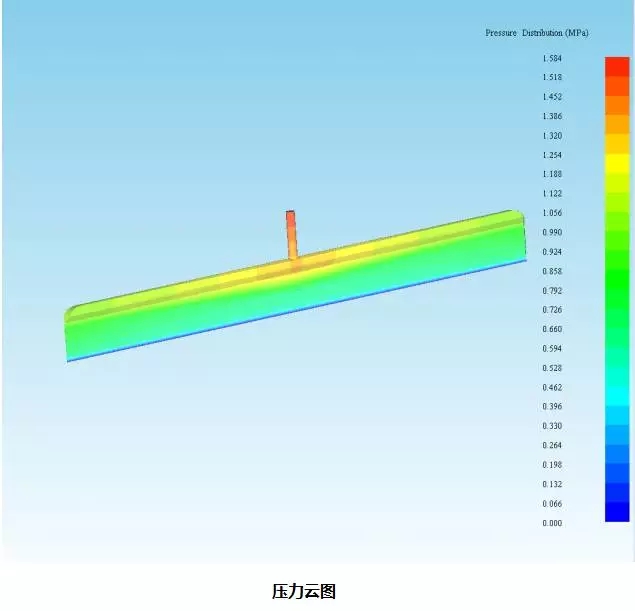
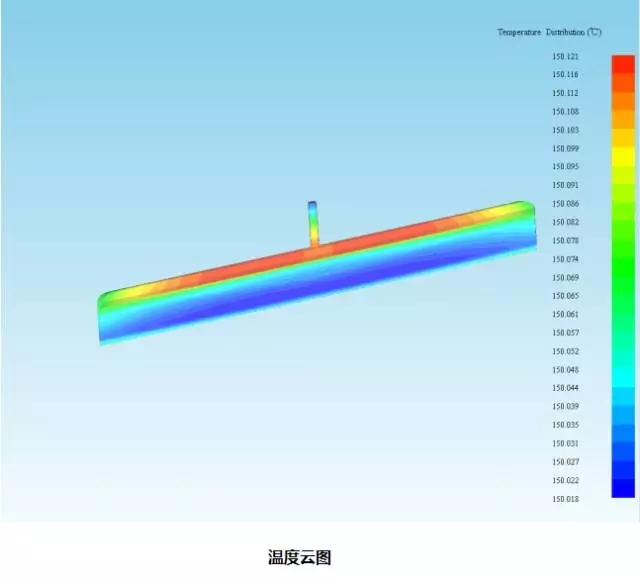

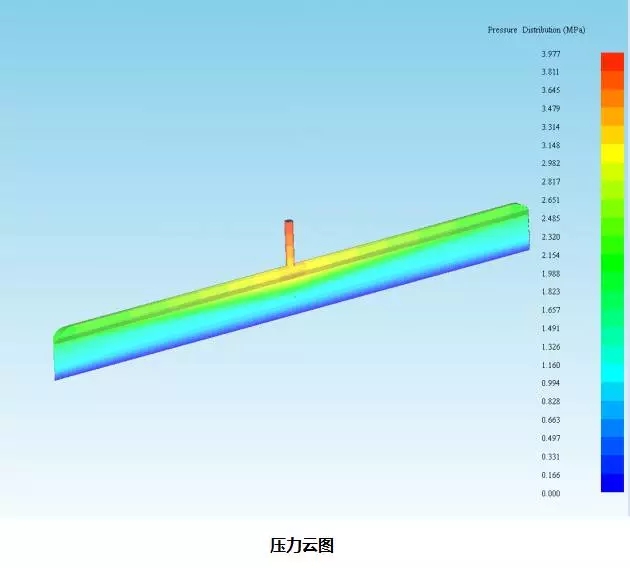
��������ģ�������ͼ�����Կ�������ѹ�������پ������˺ܴ�ı仯����ʹ����������Ǻ����ģ������ģͷ�Ľṹ��Ʋ�����������ģ��֮�䲻�ܺܺõĸ������յĸ���Ч�������ۿۣ������������õ����Ͼ��ȵ�������Ʒ�������¶ȵ����߶������������������ԭ�����ܵ�Ӱ��Ҳ�dz�֮�������о��߶Դ�����ͬ�ļ��⡣
☟ ☟ ☟
�������ܽ��� ��
��ôӦ����κ�������ƴ���ģ�ڹ���ģͷ�أ��������Ҫ����Ҫ���ؿ��ǣ�
1����Ч�ĸ���װ�ã��ṹ���������ܵļ����֮����ȴ��ݣ�
2������ԭ�ϵ��������ݣ���ȷ���������Ƹ����������
3����Ը��²�ʹ�ó��Ϻ���ѡ������ģ�߸ֲģ���С��ͬ�¶Ȼ���ʹ�ò������ȱ��β��죻
4����������¿ؿ��ơ�
���ϼ����з��Ŷ�����Щ���澭������������о��Լ�ʵ��Ӧ����֤���м���������Խ����
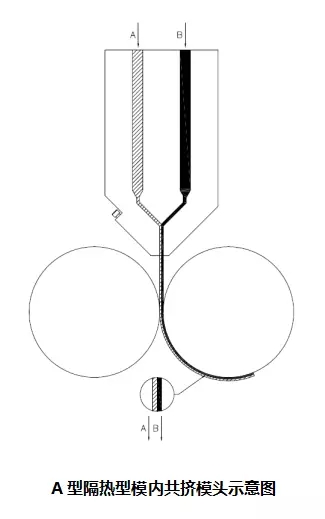
��ͼ��һ����͵ĸ���������ģ�ڹ����ļ���ģͷ�ṹ��ƣ����������Ͽھ�λ��ģͷ��ͬһ�࣬���ֽṹ���Ե���ι��Ҳ������ģͷ֮ǰ���һ��������ι�Ͽ飩����������������ģͷ������ģ�ڹ���ģͷ����ģͷ���������ȽϽӽ���ģ��Ӵ�����Ƚϴ�����ȷ�Χһ����30�����ڡ�
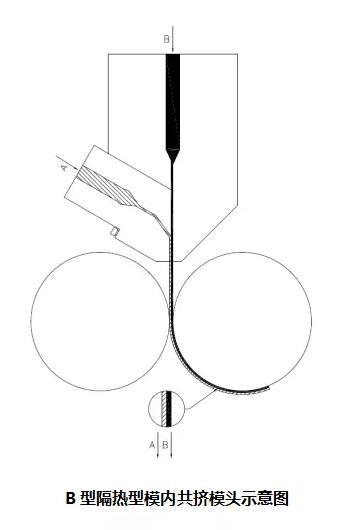
B������ģ�ڹ���ģͷ�����Ҫ��������ԭ�ϱ��뵥�����ϣ�������֮�������и���װ�ã��������㴦����ģ�����ڣ��������ֱ��¿أ����ֽṹ��Ƶĸ�����ģ�ڹ���ģͷ��ʵ����֤����ȵ��²������Դﵽ60�档
��
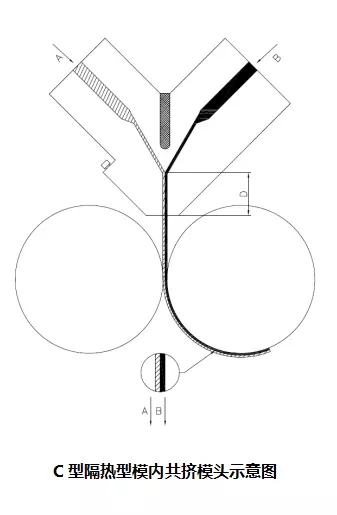
C������ģ�ڹ���ģͷ������ԭ�ϵ������ϣ���ģ��Ҳ�����������������Ч�ĸ��Ƚṹ���Ȳ��ϣ�����ԭ�ϻ�ϴ���������ģ�����ڣ������Dһ�㽨��С��70mm��ʹ�����ȴ��ݸ��Ž�����ͣ����ģ����ʵ�ѡ��Ҳ�Ƿdz��ؼ��ģ������¶Ȳ���dz����뿼�Ǹֲĵ�������������ı������⡣���������ģ�ڹ���ģͷ����֤�����²���Դ�90�����ϡ�
����������������ģ�ڹ���ģͷ����ƣ�����ʹ�õij��ϲ�ͬ����˵������ԭ�ϵ��²ͬ����ṹ���Ӧ��ͬ�������������ṩ��ѵĽ�������������������ڴ����Ʒ����е�һЩ�о������в���֮��������ָ�������༼��̽�ֻ�ӭ��עģͷ�����·��������¡�
ɨһɨ����ע����ʱ��
